3Dプリンターの材料PLA樹脂の造形ポイント!
材料フィラメントについて
FDM方式(熱で溶かした樹脂をノズルから押し出して積層造形するもの)3Dプリンターで使用されている代表的な材料は
- ABS
- PLA
の2つあります。そのうちPLAはトウモロコシやジャガイモのでんぷんから作られる植物由来の材料として成分解性(微生物が存在する土の中で分解することができるもの)を持つ注目材料です。ABSに比べると耐熱性に劣り、塗装性やヤスリガケの様な後加工には向いていませんが、環境に優しいということで当社の標準材料として使用しています。
しかし3Dプリンターの材料フィラメントも熱で溶かした樹脂を冷やし固める性質上、収縮率(樹脂は液体から固体に変化したとき体積が減少、すなわ縮みます。縮んだ比率のこと)を考えて造形しなければ要求寸法を出すことができません。次章にその注意点を記しておきます。
PLA樹脂の造形ポイント
PLA樹脂の物性値を調べたところ、耐熱材料で10~20%ととても高い収縮率があるようです。要するに、設計値100mmのものは80mm~90mmの大きさに造形されると言うことになります。
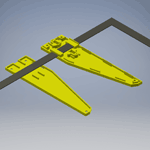
したがって、造形するときは10~20%の係数をかけて出力しなければなりません。次に部品(crank_arm)のデータを使って造形してみました。実際に10%の係数をかけて造形した結果をみてみましょう。
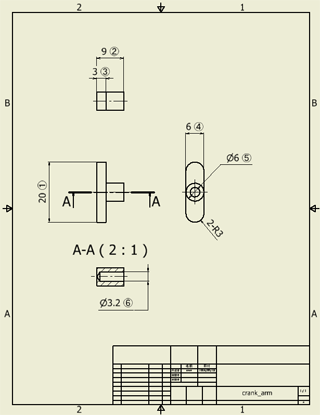
※図面(設計値)
【造形結果】
| 寸法 | 設計値 | 実測値 |
| ① | 20.0 | 19.7 |
| ② | 9.0 | 9.3 |
| ③ | 3.0 | 3.3 |
| ④ | 6.0 | 5.8 |
| ⑤ | 6.0 | 5.7 |
| ⑥ | 3.2 | 2.7 |
⑥の穴寸法以外は、実測値より使用範囲内だと思います。⑥の穴寸法については、係数をかけたことで肉も厚くなってしまうため小さくなってしまったと考えられます。ここは射出成形の金型と同じで設計値の方も穴径を大きくする必要があるようです。実際、この穴径をφ3.5で再造形してみたところφ3.3になりました。
PLA樹脂の造形ポイントまとめ
- 形状寸法については、係数0.1をかけて造形する
- 穴径は必要寸法の1.1倍でモデルデータをつくる
の2点に注意して造形すると希望寸法の出力ができると言うことです。これから造形する自分の備忘録として記事にしましたが、皆さんの参考になれば幸いです。

Follow me!
人材確保が難しい今日この頃
設計案件は増えているのに実務経験の乏しい派遣エンジニアしか確保できずお困りではありませんか?AtomicWorks合同会社では設計経験25年以上の技術者が受託設計致します。
● 2D・3DCADオペレーティング
● 機構設計
● 筐体設計
“3Dプリンターの材料PLA樹脂の造形ポイント!” に対して1件のコメントがあります。